 中文简体
中文简体 英语
英语 西班牙语
西班牙语 德语
德语Beta-300 Pro Automatic Cut-off Machine
Beta-300Pro is an automatic cut-off machine which adopted advanced intelligent control & touch s...
We use first- and third-party cookies including other tracking technologies from third party publishers to give you the full functionality of our website, to customize your user experience, perform analytics and deliver personalized advertising on our websites, apps and newsletters across internet and via social media platforms. For that purpose, we collect information about user, browsing patterns and device.
By clicking "Accept All Cookies", you accept this, and agree that we share this information with third parties, such as our advertising partners. If you prefer, you can choose to continue with "Only Required Cookies". But keep in mind that blocking some types of cookies may impact how we can deliver tailored content that you might like.
For more information and to customize your options, click on "Cookie settings". If you want to learn more about cookies and why we use them, visit our Cookie Policy page at any time. Cookie Policy

|
Equipment |
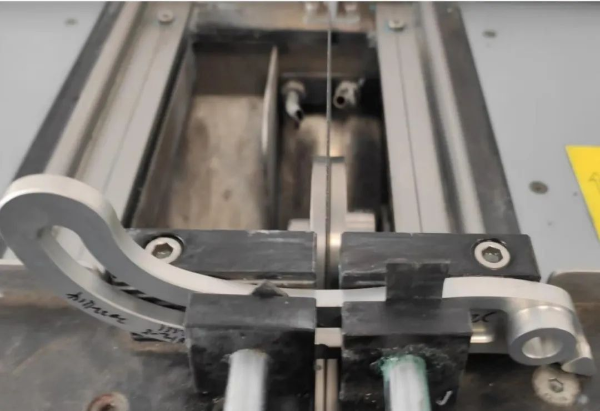
TableCUT-200 Automatic precision cut-off machine |
|
Consumables |
SiC cutting blade |
|
Parameter |
0.2mm/s,3000rpm |
02 Mounting
The samples were mounted using the Trojan FlexPRESS Mounting Press, and the thermal mounting material was TJ2231.
FlexPRESS Fully automatic hot mounting machine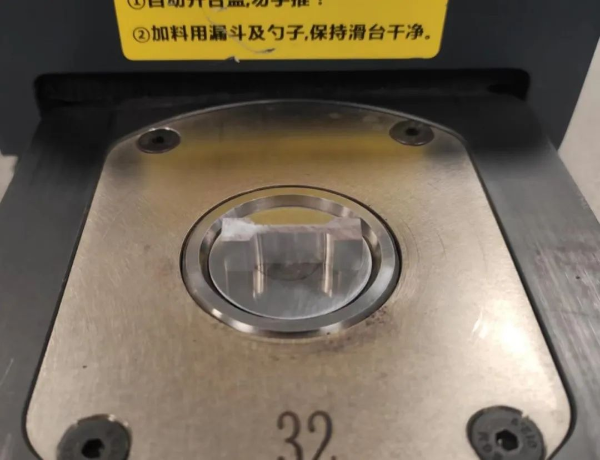
|
Equipment |
FlexPRESS fully automatic hot mounting machine |
|
Consumables |
TJ2231 |
|
Parameter |
180℃,180bar,5min,moderate cooling |
03 Grinding
Use Alpha-600 automatic grinding and polishing machine to grind the sample, abrasive paper P400→P2500.
Alpha-600 Automatic Grinder&Polisher
Trojan metallographic abrasive paper
|
Equipment |
Alpha-600 automatic grinder&polisher |
|
Consumables |
Abrasive paper:P400;P800;P1200;P2000;P2500 |
|
Parameter |
Pressure:18N,upper speed: 80rpm,lower speed:120rpm,time: 2min |
04 Rough polishing
Use Alpha-600 automatic grinding and polishing machine to polish the sample, use YS polishing cloth with 3μm polycrystalline diamond polishing fluid for rough polishing while adding polishing lubricant.
Alpha-600 automatic grinding and polishing machine
YS-JP white fiber polishing cloth
PD-W polycrystalline diamond suspension
|
Equipment |
Alpha-600 automatic grinder&polisher |
|
Consumables |
YS polishing cloth,3μm polycrystalline diamond suspension, polishing lubricant |
|
Parameter |
Pressure 20N,Upper speed80rpm,lower speed 150rpm,time: 5min |
05 Fine polishing
Use Alpha-600 automatic grinding and polishing machine to polish the sample, and then use ET polishing cloth for fine polishing with 0.05 μm silica polishing fluid.
Alpha-600 automatic grinding and polishing machine
ET-JP White synthetic velvet polishing cloth
SO T401 colloidal silica polishing liquid
|
Equipment |
Alpha-600 automatic grinding and polishing machine |
|
Consumables |
ET polishing cloth,0.05μm colloidal silica polishing liquid |
|
Parameter |
Pressure:15N,upper speed: 80rpm,lower speed:120rpm,time:3min |
06 Observation
|
Equipment |
OUMIT MT60 metallographic microscope |
|
Parameter |
50×→500× observation |
07 Analysis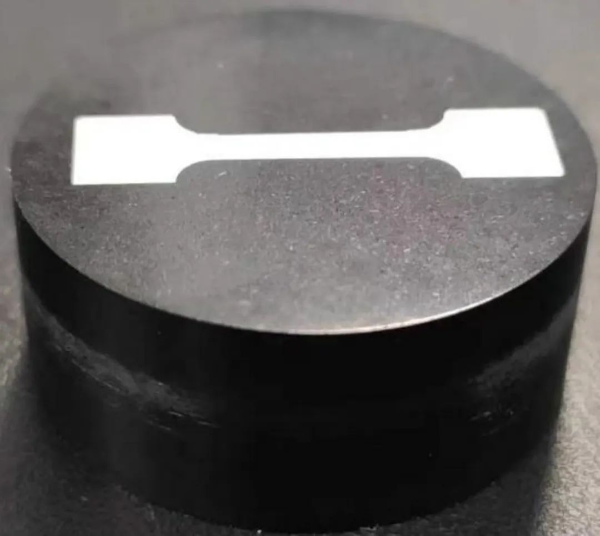
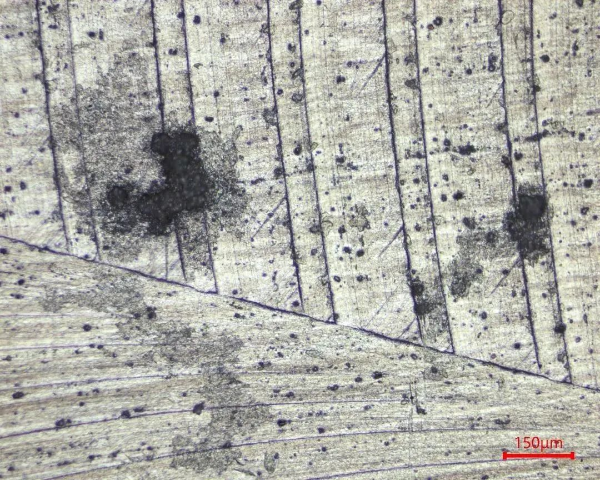
surface dimples 500×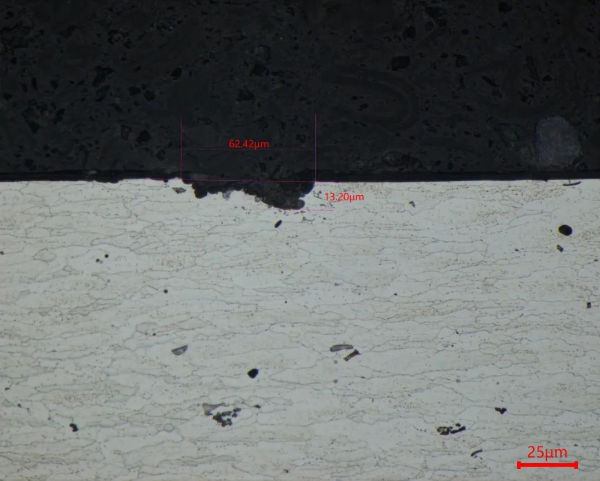
surface dimples 500×
surface dimples 500×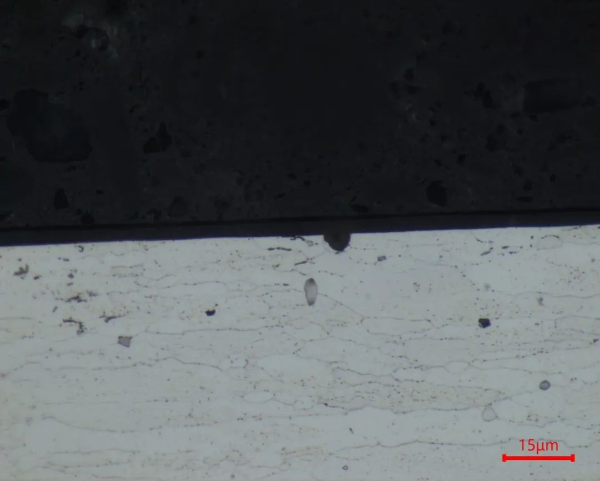
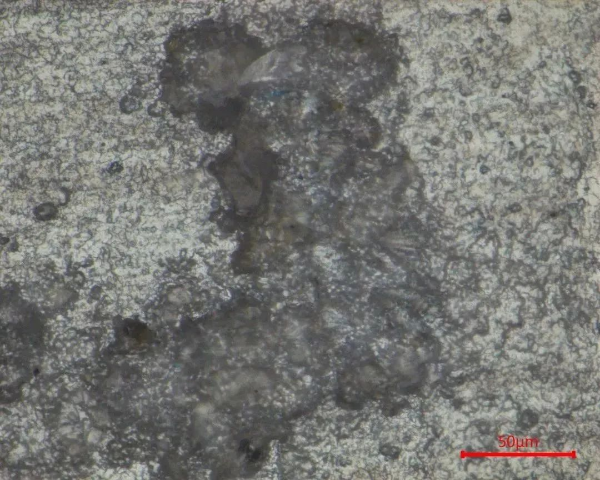
surface dimples 1000×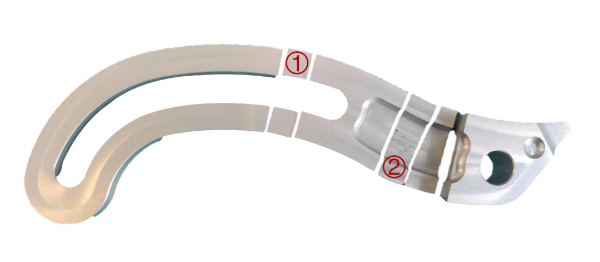
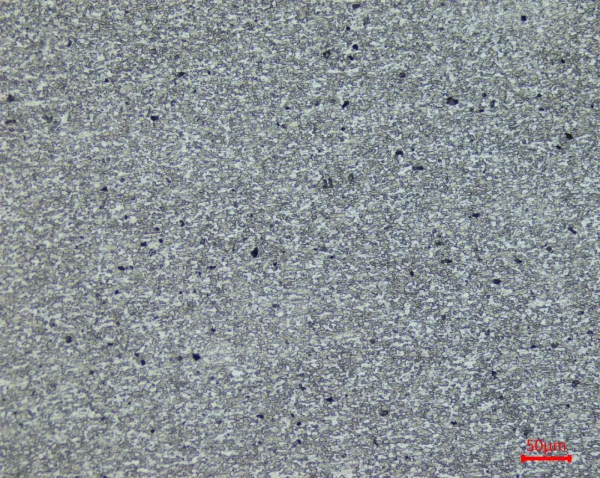
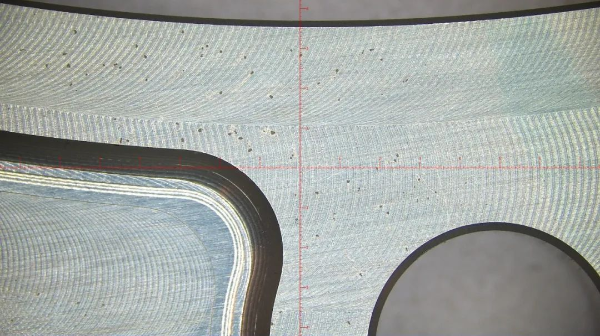
①:square test block 200×
②:I-shaped test block 200×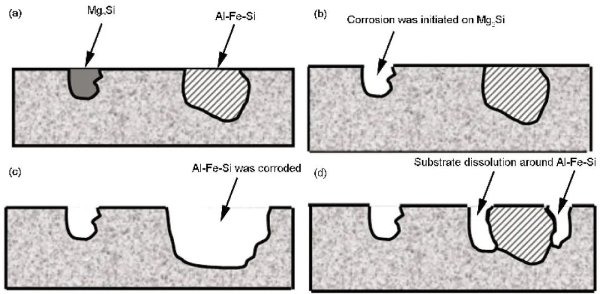
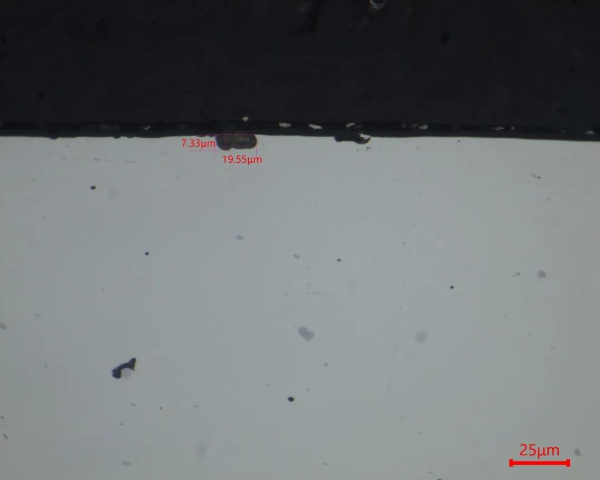
From the cross-sectional view of the pits, it can be seen that the bottom is relatively round and smooth, and some pits are honeycomb-shaped, which conforms to the characteristics of pitting corrosion.
The grain elongation and deformation of the I-shaped sample are obvious, and there is a large deformation energy storage inside, and the electrode potential difference that causes corrosion is large, so more pitting corrosion occurs there.
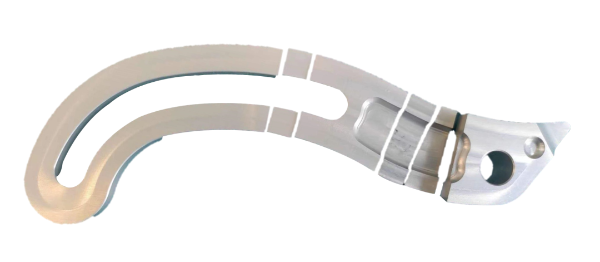
On the surface to be cut, the primary intermetallic compounds Al7FeCr, Al3Fe, Mg2Si, etc. are exposed on the surface of the part by cutting. Compared with the α-Al matrix, it has a higher electrode potential and forms a corrosion cell centered on the primary phase in the cutting fluid. Causes extremely rapid pitting corrosion.




.png?imageView2/2/w/400/format/jpg/q/75 "Disposable Mounting Cups")
")





")
Based in China, TROJAN pays attention to the international market, and has sold metallographic equipment to more than 50 countries, such as Europe, America, Japan and South Korea, Southeast Asia countries and regions






Copyright 2021 Trojan (Suzhou) material technology Co., Ltd.
 metallographic equipment manufacturers custom metallurgical equipment suppliers
metallographic equipment manufacturers custom metallurgical equipment suppliers